آبکاری نقره به عنوان یکی از فلزات گران بها بسیار مورد توجه متخصصین در حوزه آبکاری بوده است زیرا برای این فلز کاربردهای فراوانی در صنعت جواهرسازی و دیگر صنایع پدید آمده است.
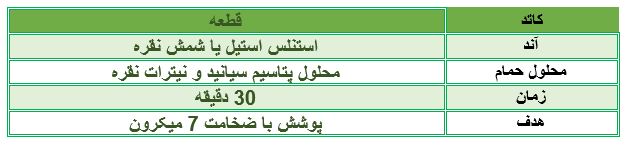
آبکاری نقره با روش سیانور نقره و آند نقره در دو مرحله ی زیرلایه نازک و آبکاری ضخیم با ضخامت بالاتر از 5 تا 100میکرون است. در فرآیند آبکاری نقره قطعه مورد نظر که می تواند مسی، برنجی و یا… باشد را درالکترولیت غوطه ور می سازند تا به کمک جریان برق DC یون های نقره روی قطعه رسوب کنند. سپس قطعه از الکترولیت بیرون آورده می شود و با آب خوب شسته شده و در پایان پولیش می شود.
در آند می توان هم از استنلس استیل و هم از شمش نقره استفاده کرد چرا که هم خواص مکانیکی مناسبی دارند و هم از چسبندگی بالایی برخوردارهستند. الکترولیت نیز می تواند از محلول سیانیدی یا بدون سیانید تشکیل شود.